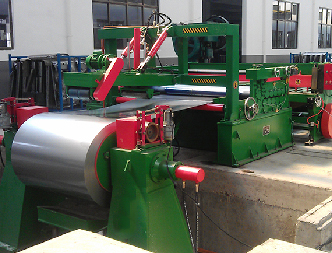
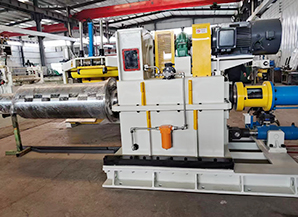
Linha de Cisalhamento Voador
Forte adaptabilidade à velocidade de processamento: Para tiras e chapas metálicas (como chapas de aço laminadas a frio e tiras de alumínio), pode ser combinada com linhas de transporte de alta velocidade com uma velocidade de 30 a 150 metros por minuto, e a frequência máxima de cisalhamento pode atingir 5 vezes por segundo.
Ampla adaptabilidade a materiais: Pode processar materiais metálicos como aço carbono, aço inoxidável, alumínio e cobre, bem como algumas placas de plástico de alta resistência e materiais compósitos. O tipo de processamento pode ser alterado apenas substituindo a ferramenta de corte especial;
Ampla gama ajustável de especificações: O comprimento de corte pode ser ajustado continuamente entre 50-3000mm, e a largura de corte é adequada para bobinas de 300-2000mm. Pode realizar a produção de produtos de múltiplas especificações sem substituir o molde, sendo especialmente adequado para cenários de produção flexível com pequenos lotes e múltiplos lotes.
I. Classificação Principal dos Produtos de Linha de Corte Voador
Classificados por Forma de Material
Classificado por Processo de Corte
II. Pontos-Chave para Instalação e Manutenção de Linhas de Cisalhamento Voador
Requisitos Principais de Instalação
Pontos-Chave de Manutenção Diária